


熔噴布羅茨風機調試_羅茨風機
熔噴布羅茨風機調試:品略 - 個人圖書館 - 分享知識,收藏好文章! -
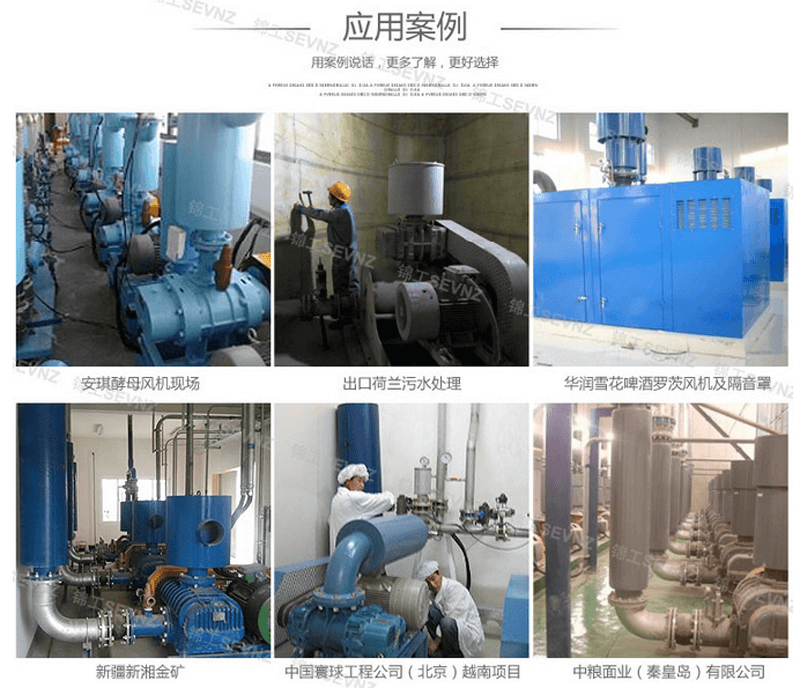
熔噴布的“造富運動”已經持續了兩個多月,錦工風機已為500多條熔噴布產線配套了風機,其中已有不少客戶早早完成人生小目標,準備退休了,最典型的一個客戶案例,從一個熔噴小作坊一條線做起,三個月擴了10條線,日賺七八十萬,比印鈔機還猛。
錦工風機的工程師們在提供風機配套服務的過程中,接觸了形形色色的工廠和客戶,我們發現熔噴機設備設計原理結構不復雜,所有設備的成熟都是要經歷從生到熟,專家也是從菜鳥走過來的。很多設備廠家雖然原來也是做塑機的,但是沒做過熔噴機。所以你買的設備機器實際是人家的初代產品。一款好機器,好壞機器的區別不在于功能,在于細節,在于工廠的經驗,生產經驗啊!今天給大家講一講錦工一位工程師在服務過程為客戶記錄的一些熔噴布生產過程中容易遇到的問題和解決方法,如果覺得此文可能幫助到您身邊的朋友,請轉發給他們。
一、熔噴布制作原理
熔噴布是依靠高溫、高速的氣流噴吹熔融狀態的聚丙烯熔體,使其得到迅速拉伸輔以靜電處理而制備超細纖維的熔噴無紡布。
二、熔噴布設備概述
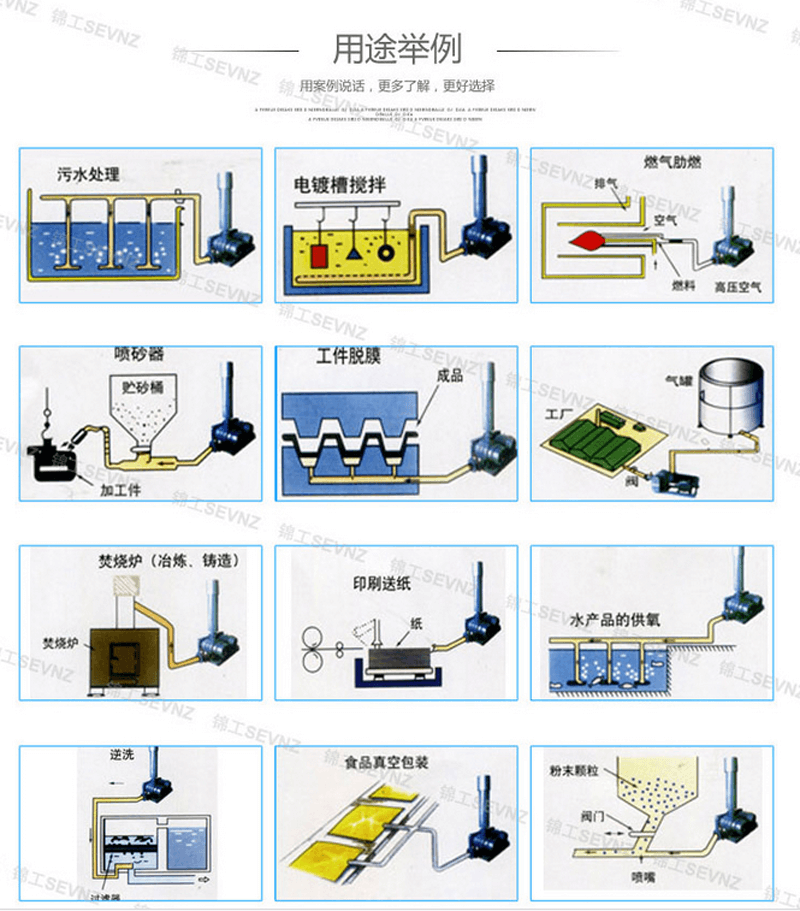
目前市場上面的設備大小生產線比較多,從300到3200mm寬幅都有,配置也是有很大的區別,熔噴布設備主要核心部件在于: 羅茨鼓風機,空氣加熱器,自動吸料烘干機,單螺桿擠出機,過濾器,熔體計量泵,噴絲模頭,接布臺,靜電駐極機,切布及卷布。
熔噴布羅茨風機
1、擠出機:根據制品寬幅,擠出機從50/30、65/30、75/30、90/30、105/30、150/30等型號的擠出機,小線以600mm型為主,擠出機65/30單螺桿擠出機,一般這種機型主要看螺桿機筒,機筒要拉槽,增加吃料效果和塑化效果。大線同樣需要機筒拉槽。螺桿轉速適中或偏小一點(風壓小,擠出量可以小一點,風壓大,擠出量可以大一點),溫度設備:建議不要太高,小線溫度參考:1區160-170度,2區190-210度,3區200-225度,4區205-230度,換網器、計量泵溫度225-240度。
2、模具:模具的做法也是非常多種,以衣架式為主,核心在風道的選擇上,模具要求出料均勻。建議在新模具使用之前,在高溫烘箱里進行加熱。這樣在試機過程中不容易堵模。模具溫度220-250度。大家在選擇模頭時,關注點往往在與其孔的精細度,除此之外還需要重視下其中送料方式的設計。 國產模頭早期一般是一字型或者是回字型均流管道,然而以上兩種出來價格比較便宜外,并不能改善出布不均的問題。
3、羅茨風機:目前大多用羅茨風機,也可以選用空壓機,要保證的就是風量,低壓狀態下,也就是100KPA以下,羅茨鼓風機效率要比空壓機高,且機內腔不需要潤滑油,輸出空氣不含油霧,結構簡單,運轉平穩,性能穩定,空壓機由于內部結構潤滑的問題輸出空氣含有少量油霧,長時間運行會影響布的質量及過濾效率。進出口的溫度設置根據出布情況調整,一般設置溫度260-270度之間。加熱煲溫度:300-330度。
1600mm大線一般配JGR200H-90KW變頻調速羅茨風機。(一般低溫PP料,風壓可以選擇小一點,中高溫料、熔指1300左右的料風壓可以大一點)。
4、駐極設備:大家知道,口罩主要就是靠熔噴布中的靜電吸附含有病毒的飛沫。由此靜電駐極機的地位可見一斑了。駐極設備比較關鍵,核心部件在10萬伏時不能被擊穿。駐極靜電駐極設備目前國內做好的不多。正常開機要到達6萬伏以上。靜電吸附效果更好。
5、計量泵的使用比較關鍵,要計算好螺桿和計量泵之間的比例,以免出現給料過多或過少,出現回流和布厚度不均的情況。
僅供參考,不同機器參數不一樣。
三、調機流程
1、在較高溫度和風壓條件下 ,把布做得更柔軟。
2、依次慢慢降低模頭溫度、熱風溫度,至布剛看起來有點硬。
3、記錄此時的模頭溫度和螺桿溫度。
4、調整風壓、熔體擠出量、收網距離(小線距離150mm-160mm左右,大線150-190mm左右),讓布做的更柔軟一些。
5、風口大小與噴絲板尖到風刀平面的距離一致,1-2mm
6、調整收卷速度,達到充分牽引的效果。
7、駐極根據收網速度,一般加兩道駐極即可,靜電壓在60kv以上,駐極絲距離布面5-7厘米,可以通過試驗來確定。
四、調機異常情況處理
1、假如在推薦的比較高的溫度下,布仍然不柔軟,可能溫度感應有問題,或者溫度控制溫度有問題,直接繼續提高溫度,至調出柔軟狀態的布。
2、假如風壓在0.1Mpa以下,模頭溫度在210度附近或者以下,即有飛花的現象,可能熔噴pp料熔指異常,或者溫度感應異常,風壓顯示異常,或者風道風口大小角度異常,需要聯系設備廠,排除異常。
3、建議大設備使用低溫料,建議小設備使用中高溫料。
4、一般加到很高溫度,布仍然不軟,或者開始發脆,繼而進一步調高溫度,布開始發軟,一般而言是設備本身存在問題,建議聯系設備廠商,或者是料存在嚴重質量問題。
5、駐極母粒的加入,一般需要通過調整合適的工藝參數來匹配,不同的駐極母粒,對應的工藝參數也不盡相同,均可以按照本快速調機流程調至最佳狀態,再對比性能。
6、駐極母粒的添加量越大,靜電效果越佳,但對成布的影響越大,需要做到均衡,前提是要把布做好。
五、關于靜電減弱的說明
1、熔噴布通過駐極處理之后,除了駐極母粒可以帶上靜電,熔噴pp料也可以帶上靜電,添加量很少的駐極母粒帶上的靜電對濾效的貢獻一般而言是10-20%左右,而且這個靜電是比較穩定的,在合適的儲存條件下,衰減很慢,而熔噴pp料也可以帶上大量的靜電,可以貢獻非常大的濾效提高,但是衰減也很快。
2、濾效的下降不等同于駐極母粒靜電的衰減,但是熔噴pp的靜電衰減,卻可能讓濾效下降很快。
3、在比較高的模頭溫度和熱風溫度條件下做出來的布,看上去軟,但是其韌性卻不足,隨著時間的延長,布會發脆,并引發濾效的下降。
4、要想做出濾效穩定的布,首先要在不加駐極母粒和駐極處理的條件下,要求做出的熔噴布基礎物理濾效更高一些,在此基礎上,可以加入駐極母粒,不加駐極處理,測試濾效的差異,好的駐極母粒不加駐極處理,依然可以通過收卷過程產生的靜電,從而提高熔噴布的濾效。
5、一般而言,熔噴布的基礎物理濾效需要達到40%-60%以上,再通過駐極母粒的加入和駐極處理,可以達到比較穩定的濾效。
6、根據不同的設備,特別是模頭的質量的不同,有些設備只能做到濾效85的布,就不必要求去做到90或95的布。
六、慮效提升調試方法
1、要想做出濾效穩定的布,首先要在不加駐極母粒和駐極處理的條件下,要求做出的熔噴布基礎物理濾效更高一些,在此基礎上,可以加入駐極母粒,不加駐極處理,測試濾效的差異,好的駐極母粒不加駐極處理,依然可以通過收卷過程產生的靜電,從而提高熔噴布的濾效。
2、一般而言,熔噴布的基礎物理濾效需要達到60%-80%,再通過駐極母粒的加入和駐極處理,可以達到比較穩定的濾效。 熔噴布變脆變硬
七、調整方法:
1、噴絲不均勻,冷風機風量不足,造成散熱不均勻,產生內應力導致發脆。可以通過調整擠出機熔體量,調整熱風機的溫度,增大冷風機風量來改善。
2、從原料方面來分析,可能是使用了低熔脂的噴絲,絲比較粗。24小時至48小時完全結晶后,就會導致熔噴布變脆發硬。溶指1500熔噴料噴絲細,柔軟,分布均勻,則熔噴布柔軟性較好。
3、與原料和加工溫度過高都有關系。纖維生產出來以后,PP內部有二次結晶重新排列過程,實際在螺桿內部嚴重受熱,已經導致嚴重熱降解。熔噴料過氧化物工藝引發劑如果控制不好,很容易出現此類問題。過氧化物工藝最重要的是如何適時在螺桿擠出前完成分子鏈斷鏈中止,防止二次殘留進入到無紡布螺桿繼續反應,這就很考驗螺桿設備組合和配方控制了。
4、剛生產出來熔噴布還有溫度,特別是大滾筒收料的噴布機械,可能風機也沒有,收卷后熔噴布溫度高。塑料在高溫環境下柔軟性韌性會越大,冷卻后就會變脆。
八、提高強度伸長率
1、適當降低熱風流量或溫度,減小熔噴布接收距離,適當增大網底吸風(用于環境溫度過高、原料熔指過高造成的物理指標不合格)。
2、適當增大熱風流量或溫度,增大熔噴布接收距離,適當減小網底吸風(用于環境溫度過低、原料熔指過低造成的物理指標不合格)。
3、減小產量。
4、增加纖維細度同時降低紡絲環境溫度。
九、減少阻力 提高效率
1、增大熔噴布接收距離的同時,適當增加熱風流量或溫度,減小網底吸風(增加纖維的細度和蓬松度)。
2、提高纖維細度同時降低紡絲環境溫度(比如加冷風裝置)。
3、提高纖維的蓬松度同時,加大靜電電壓(電流),適當增大粉末的添加量。
4、提高纖維的細度,適當減小克重(不常用)。

熔噴布羅茨風機調試:熔噴布生產中調試實戰經驗總結問題大全!全是干貨
原標題:熔噴布生產中調試實戰經驗總結問題大全!全是干貨
熔噴布的“造富運動”已經持續了兩個多月,錦工風機已為500多條熔噴布產線配套了風機,其中已有不少客戶早早完成人生小目標,準備退休了,最典型的一個客戶案例,從一個熔噴小作坊一條線做起,三個月擴了10條線,日賺七八十萬,比印鈔機還猛。
錦工風機的工程師們在提供風機配套服務的過程中,接觸了形形色色的工廠和客戶,我們發現熔噴機設備設計原理結構不復雜,所有設備的成熟都是要經歷從生到熟,專家也是從菜鳥走過來的。很多設備廠家雖然原來也是做塑機的,但是沒做過熔噴機。所以你買的設備機器實際是人家的初代產品。一款好機器,好壞機器的區別不在于功能,在于細節,在于工廠的經驗,生產經驗啊!今天給大家講一講錦工一位工程師在服務過程為客戶記錄的一些熔噴布生產過程中容易遇到的問題和解決方法,如果覺得此文可能幫助到您身邊的朋友,請轉發給他們。
一、熔噴布制作原理
熔噴布是依靠高溫、高速的氣流噴吹熔融狀態的聚丙烯熔體,使其得到迅速拉伸輔以靜電處理而制備超細纖維的熔噴無紡布。
二、熔噴布設備概述
目前市場上面的設備大小生產線比較多,從300到3200mm寬幅都有,配置也是有很大的區別,熔噴布設備主要核心部件在于: 羅茨鼓風機,空氣加熱器,自動吸料烘干機,單螺桿擠出機,過濾器,熔體計量泵,噴絲模頭,接布臺,靜電駐極機,切布及卷布。
熔噴布羅茨風機
1、擠出機:根據制品寬幅,擠出機從50/30、65/30、75/30、90/30、105/30、150/30等型號的擠出機,小線以600mm型為主,擠出機65/30單螺桿擠出機,一般這種機型主要看螺桿機筒,機筒要拉槽,增加吃料效果和塑化效果。大線同樣需要機筒拉槽。螺桿轉速適中或偏小一點(風壓小,擠出量可以小一點,風壓大,擠出量可以大一點),溫度設備:建議不要太高,小線溫度參考:1區160-170度,2區190-210度,3區200-225度,4區205-230度,換網器、計量泵溫度225-240度。
2、模具:模具的做法也是非常多種,以衣架式為主,核心在風道的選擇上,模具要求出料均勻。建議在新模具使用之前,在高溫烘箱里進行加熱。這樣在試機過程中不容易堵模。模具溫度220-250度。大家在選擇模頭時,關注點往往在與其孔的精細度,除此之外還需要重視下其中送料方式的設計。 國產模頭早期一般是一字型或者是回字型均流管道,然而以上兩種出來價格比較便宜外,并不能改善出布不均的問題。
3、羅茨風機:目前大多用羅茨風機,也可以選用空壓機,要保證的就是風量,低壓狀態下,也就是100KPA以下,羅茨鼓風機效率要比空壓機高,且機內腔不需要潤滑油,輸出空氣不含油霧,結構簡單,運轉平穩,性能穩定,空壓機由于內部結構潤滑的問題輸出空氣含有少量油霧,長時間運行會影響布的質量及過濾效率。進出口的溫度設置根據出布情況調整,一般設置溫度260-270度之間。加熱煲溫度:300-330度。
1600mm大線一般配JGR200H-90KW變頻調速羅茨風機。(一般低溫PP料,風壓可以選擇小一點,中高溫料、熔指1300左右的料風壓可以大一點)。
4、駐極設備:大家知道,口罩主要就是靠熔噴布中的靜電吸附含有病毒的飛沫。由此靜電駐極機的地位可見一斑了。駐極設備比較關鍵,核心部件在10萬伏時不能被擊穿。駐極靜電駐極設備目前國內做好的不多。正常開機要到達6萬伏以上。靜電吸附效果更好。
5、計量泵的使用比較關鍵,要計算好螺桿和計量泵之間的比例,以免出現給料過多或過少,出現回流和布厚度不均的情況。
僅供參考,不同機器參數不一樣。
三、調機流程
1、在較高溫度和風壓條件下 ,把布做得更柔軟。
2、依次慢慢降低模頭溫度、熱風溫度,至布剛看起來有點硬。
3、記錄此時的模頭溫度和螺桿溫度。
4、調整風壓、熔體擠出量、收網距離(小線距離150mm-160mm左右,大線150-190mm左右),讓布做的更柔軟一些。
5、風口大小與噴絲板尖到風刀平面的距離一致,1-2mm
6、調整收卷速度,達到充分牽引的效果。
7、駐極根據收網速度,一般加兩道駐極即可,靜電壓在60kv以上,駐極絲距離布面5-7厘米,可以通過試驗來確定。
四、調機異常情況處理
1、假如在推薦的比較高的溫度下,布仍然不柔軟,可能溫度感應有問題,或者溫度控制溫度有問題,直接繼續提高溫度,至調出柔軟狀態的布。
2、假如風壓在0.1Mpa以下,模頭溫度在210度附近或者以下,即有飛花的現象,可能熔噴pp料熔指異常,或者溫度感應異常,風壓顯示異常,或者風道風口大小角度異常,需要聯系設備廠,排除異常。
3、建議大設備使用低溫料,建議小設備使用中高溫料。
4、一般加到很高溫度,布仍然不軟,或者開始發脆,繼而進一步調高溫度,布開始發軟,一般而言是設備本身存在問題,建議聯系設備廠商,或者是料存在嚴重質量問題。
5、駐極母粒的加入,一般需要通過調整合適的工藝參數來匹配,不同的駐極母粒,對應的工藝參數也不盡相同,均可以按照本快速調機流程調至最佳狀態,再對比性能。
6、駐極母粒的添加量越大,靜電效果越佳,但對成布的影響越大,需要做到均衡,前提是要把布做好。
五、關于靜電減弱的說明
1、熔噴布通過駐極處理之后,除了駐極母粒可以帶上靜電,熔噴pp料也可以帶上靜電,添加量很少的駐極母粒帶上的靜電對濾效的貢獻一般而言是10-20%左右,而且這個靜電是比較穩定的,在合適的儲存條件下,衰減很慢,而熔噴pp料也可以帶上大量的靜電,可以貢獻非常大的濾效提高,但是衰減也很快。
2、濾效的下降不等同于駐極母粒靜電的衰減,但是熔噴pp的靜電衰減,卻可能讓濾效下降很快。
3、在比較高的模頭溫度和熱風溫度條件下做出來的布,看上去軟,但是其韌性卻不足,隨著時間的延長,布會發脆,并引發濾效的下降。
4、要想做出濾效穩定的布,首先要在不加駐極母粒和駐極處理的條件下,要求做出的熔噴布基礎物理濾效更高一些,在此基礎上,可以加入駐極母粒,不加駐極處理,測試濾效的差異,好的駐極母粒不加駐極處理,依然可以通過收卷過程產生的靜電,從而提高熔噴布的濾效。
5、一般而言,熔噴布的基礎物理濾效需要達到40%-60%以上,再通過駐極母粒的加入和駐極處理,可以達到比較穩定的濾效。
6、根據不同的設備,特別是模頭的質量的不同,有些設備只能做到濾效85的布,就不必要求去做到90或95的布。
六、慮效提升調試方法
1、要想做出濾效穩定的布,首先要在不加駐極母粒和駐極處理的條件下,要求做出的熔噴布基礎物理濾效更高一些,在此基礎上,可以加入駐極母粒,不加駐極處理,測試濾效的差異,好的駐極母粒不加駐極處理,依然可以通過收卷過程產生的靜電,從而提高熔噴布的濾效。
2、一般而言,熔噴布的基礎物理濾效需要達到60%-80%,再通過駐極母粒的加入和駐極處理,可以達到比較穩定的濾效。 熔噴布變脆變硬
七、調整方法:
1、噴絲不均勻,冷風機風量不足,造成散熱不均勻,產生內應力導致發脆。可以通過調整擠出機熔體量,調整熱風機的溫度,增大冷風機風量來改善。
2、從原料方面來分析,可能是使用了低熔脂的噴絲,絲比較粗。24小時至48小時完全結晶后,就會導致熔噴布變脆發硬。溶指1500熔噴料噴絲細,柔軟,分布均勻,則熔噴布柔軟性較好。
3、與原料和加工溫度過高都有關系。纖維生產出來以后,PP內部有二次結晶重新排列過程,實際在螺桿內部嚴重受熱,已經導致嚴重熱降解。熔噴料過氧化物工藝引發劑如果控制不好,很容易出現此類問題。過氧化物工藝最重要的是如何適時在螺桿擠出前完成分子鏈斷鏈中止,防止二次殘留進入到無紡布螺桿繼續反應,這就很考驗螺桿設備組合和配方控制了。
4、剛生產出來熔噴布還有溫度,特別是大滾筒收料的噴布機械,可能風機也沒有,收卷后熔噴布溫度高。塑料在高溫環境下柔軟性韌性會越大,冷卻后就會變脆。
八、提高強度伸長率
1、適當降低熱風流量或溫度,減小熔噴布接收距離,適當增大網底吸風(用于環境溫度過高、原料熔指過高造成的物理指標不合格)。
2、適當增大熱風流量或溫度,增大熔噴布接收距離,適當減小網底吸風(用于環境溫度過低、原料熔指過低造成的物理指標不合格)。
3、減小產量。
4、增加纖維細度同時降低紡絲環境溫度。
九、減少阻力 提高效率
1、增大熔噴布接收距離的同時,適當增加熱風流量或溫度,減小網底吸風(增加纖維的細度和蓬松度)。
2、提高纖維細度同時降低紡絲環境溫度(比如加冷風裝置)。
3、提高纖維的蓬松度同時,加大靜電電壓(電流),適當增大粉末的添加量。
4、提高纖維的細度,適當減小克重(不常用)。
:
熔噴布羅茨風機調試:熔噴布調機老師傅工藝參數調試經驗總結分享
原標題:熔噴布調機老師傅工藝參數調試經驗總結分享
熔噴布生產設備制造并不復雜,主要是工藝調試問題。因為牽扯到溫度、氣壓、模具、轉速等方面的參數配比,所以需要不斷磨合和調試,才能讓產品達到最佳效果。 錦工風機已經為400多條熔噴布產線配套了羅茨風機,客戶在生產中摸索出來的很多有關工藝參數調節的經驗,給大家普及一下。在此聲明一點,羅茨風機可以找錦工,但熔噴布生產工藝參數的深入交流,就不要找我們了,我們除了做羅茨鼓風機專業外,做熔噴布真的是外行,因此,以下內容僅供參考,以免參數錯誤產生誤導。如果覺得此文可能對您的朋友有用,請轉發給他們。
熔噴生產線的設備主要有上料機、螺桿擠出機、過濾裝置、計量泵、熔噴模頭組合件、羅茨鼓風機、空氣加熱器、接收裝置、卷繞裝置。生產輔助設備主要有鍛燒爐、超聲波清洗爐等。
影響熔噴非織造布產品性能及結構的工藝參數有原料樹脂的熔融指數、聚合物熔體擠出量、氣流速度、纖網結構、纖網層數、噴絲板的結構與噴絲孔的形狀、熱空氣的溫度、噴絲孔與成網簾的距離接收距離等。
由于熔噴布生產工藝的特殊性,作為熔噴布專用料的原料,必須滿足以下要求高的熔融指數,應大于400g/min,留較窄的相對分子質量分布較低的灰分。熔噴原料熔融指數太低,熔體粘度大,需要擠出機提供較大壓力才能將其順利擠出噴絲孔,需要更大的能耗,并使熔噴設備承受更大壓力且熔體被擠出噴絲孔后不能被充分牽伸細化,無法形成超細纖維。因此,只有具有高熔融指數的原料才能滿足熔噴工藝的要求,生產出合格的超細纖維熔噴布,并可降低能耗。
1、聚丙烯原料的熱處理
根據錦工客戶的實踐經驗表明 , 聚丙烯不同溫度下延長處理時間具有相同的變化規律結晶度不斷增加,當熱處理時間達到時,幾乎達到該溫度下的最大值,再延長處理時間,結晶度變化不大在90℃下延長處理時間對聚丙烯的結晶度并無太大影響,充足的處理時間內提高處理溫度對聚丙烯結晶度的影響也具有相同的變化規律熱處理溫度低于90℃,結晶度無明顯變化,當熱處理溫度超過90℃,結晶度急劇上升,在140℃時,結晶度有較大提高,較原始樣品最大可提高將近10%。通過實踐發現,聚丙烯熔噴布布在140℃以上會發生部分熔融,布面結構遭到破壞。
2、各種問題相對應工藝參數:
熔體溫度:它決定熔體的流動速率,在生產過程中要根據原料的熔融指數,根據實際情況合理調節熔體溫度,確保熔體在一個較適合紡絲的流動速率內。
氣源設備:主要是為熔噴布產線提供高壓氣流將熔融狀態聚丙烯給吹出來,這里需要風量和壓力穩定的氣源設備,如果用羅茨風機壓力一般98Kpa以內即可,一般70-80Kpa就夠用,沒必要追究過高壓力,不同產量產線需配備不同風量風機。實踐證明羅茨風機是最經濟最穩定的熔噴氣源設備。空壓機一是壓力過高,二是工作過程需要油潤滑,即便號稱“無油”的空壓機,也只是在內部加了個油氣分離器,還是會有少量油霧隨氣流噴出,導致熔噴布異味,做成口罩異味就明顯了,導致檢測不達標。
羅茨風機原理圖
熱空氣風量和溫度:它主要影響熔體的牽伸、切斷,決定纖維的成型,影響所成熔噴布的強度、柔軟度等。熱空氣風量和壓力的合理配置,對正常生產具有重要作用在熔體擠出量一定的情況下,熱空氣溫度及壓力均會影響熔噴纖維細度,特別是拉伸熱空氣速度直接影響到熔噴纖維直徑。熱空氣溫度一定,拉伸熱空氣速度過大或者熱空氣壓力一定,熱空氣溫度過高,均會造成熔噴細絲的過度拉伸,形成超短超細的纖維飛散到空中而無法收集,即產生“ 飛花飛絮 ”現象,同時熱空氣溫度及壓力參數的合理配置,對降低能耗也具有積極的意義。
螺桿轉速:螺桿轉速越快,單位時間擠出量越大,在相同熱空氣牽伸條件下纖維成型較粗,相同克重的產品中纖維含量減少,纖網強力減小。
接收距離:它是影響纖網性能的重要參數,一般隨著接收距離的改變,熔噴布的縱、橫強力,彎曲剛度,纖維直徑等都會隨之而變。接收距離越大,牽伸纖維冷卻的時間越長,纖維間的粘合點減少,產品越蓬松、柔軟,斷裂強力越小。
接收滾筒的轉速:轉速決定了成布中纖維的取向,轉速越快,纖維沿接收裝置旋轉方向取向越多,成布縱橫向差異越大。
熔噴布參考工藝參數
這里透漏一下錦工客戶的30g 熔噴工藝參數表,請大家參考。
3、駐極處理
駐極時間、駐極電壓和駐極距離是影響駐極效果的三個重要工藝參數,隨著駐極時間的增加,沉積的等效面電荷密度增大,駐極體表面的電勢升高,使駐極體的吸附和極化作用增強,但隨著駐極時間再增加,濾料表面電位足夠高時,針尖下方的電荷將被排斥向其他電荷密度較小的地方移動。當駐極結束時,其電荷面密度達到飽和狀態,因此駐極時間再增長時,濾料的過濾效率無明顯變化。
4、具體工藝參數調節
01提高產品強力的方法:
a、增大熱風流量(纖維細,纏繞的結點多,纖維受力均勻,強力增大,但是增大到一定程度后反而會下降);
b、升高熱風溫度(同上);
c、適當增加產品的克重(在內控范圍內);
d、提高模頭(模尖)等各區的溫度(同a);
e、適當降低產量;
f、適當減小DCD(不能太小,反而布脆強力會下降,結合其它參數共同運用);
g、增大網底吸風(大克重較明顯);
h、用熔指較低的原料。
來自錦工客戶熔噴設備調機老師傅的經驗分享
02提高產品伸長率的方法:
a、適當降低熱風流量或溫度(結點滑移路徑變大,手感變硬);
b、降低模頭(模尖)的工作溫度(同上);
c、適當減小產量;
d、增大DCD(和a或b配合使用效果更明顯);
e、降低環境溫度(紡絲環境溫度);
f、增大網底吸風(效果不太明顯,大克重較好);
g、改變纖維角度(改變纖維鋪網的結構,不常用)
h、適當提高產量(此方法會造成其它物理指標的降低,不常用)。
03減小阻力的方法:
a、降低熱風流量或溫度(纖維變粗,孔隙率大,阻力小,效率變差);
b、增大DCD(增加纖維的蓬松性,孔隙率大,效率變差);
e、降低紡絲環境溫度(纖維冷卻充分,結構蓬松,孔隙率增大,配合熱空氣可以達到降低阻力,提高效率的目的);
f、減小網底吸風(纖維由密變蓬松,孔隙率變大,大克重較明顯);
g、降低模頭(模尖)等加熱區的工作溫度(纖維變粗,孔隙率變大);
h、增大計量泵(擠出量變大纖維變粗,孔隙率增大,一般在快速轉單時使用);
i、適當減小克重(在內控范圍內)。
04提高過濾效率的方法:
a、增大熱風流量或溫度(增加纖維的細度,減小孔隙率,提高撲捉能力,但阻力增加);
b、增大靜電電壓(電流)(極化纖維,增大纖維的靜電場能,提高其吸附能力);
c、在原料中加入粉料或其它駐極體(提高纖維的受電能力和儲電時間,讓纖維攜帶更多的電荷和帶電荷時間);
d、加大網底吸風(增大纖維的密實程度,提高纖維的撲捉能力。大克重明顯,不常用);
e、適當降低產量(同工藝下,擠出量變小,纖維變細,阻力增大);
f、提高模頭(模尖)等區的工作溫度(熔體流動性變好,纖維變細);
g、提高紡絲環境溫度(纖維變細,一般是在室溫升高的情況下,阻力增加較明顯,其它物理指標下降);
h、適當增大粉料的添加量。
05既能減小阻力,又能提高效率的方法:
a、增大DCD的同時,適當增加熱風流量或溫度,減小網底吸風(增加纖維的細度和蓬松度);
b、提高纖維細度同時降低紡絲環境溫度(比如加冷風裝置);
c、提高纖維的蓬松度同時,加大靜電電壓(電流),適當增大粉末的添加量;
d、提高纖維的細度,適當減小克重(不常用)。
06既能提高強力,又能提高伸長率的方法:
a、適當降低熱風流量或溫度,減小DCD,適當增大網底吸風(用于環境溫度過高、原料熔指過高造成的物理指標不合格);
b、適當增大熱風流量或溫度,增大DCD,適當減小網底吸風(用于環境溫度過低、原料熔指過低造成的物理指標不合格);
c、減小產量;
d、增加纖維細度同時降低紡絲環境溫度。
07減小產品CV值的方法:
a、對應改變模頭各區的工作溫度(克重小升溫,反之降溫);
b、當局部效率、阻力與CV值矛盾時可以采用在其位置加上擋板(提高局部紡絲環境溫度);
d、縱向克重的CV值主要與成網系統速度的穩定性有關。
08出現“Shot”的原因有:
a、工作溫度設定不當(過高或過低,一般過高容易出現);
b、原料或母粒太臟(一般布面整體,或大面積出現);
c、模頭使用后期,模尖臟(有時是局部出絲不良或大面積出現,可以采用刮刀刮模尖解決);
d、模尖周圍有碳化物質或臟堵造成出絲不良(通常是異常停機造成的。一般是局部少量出現,可以采用刮刀刮模尖解決);
e、風刀局部臟或風刀有物理損傷(影響正常紡絲氣流的均勻性,局部出現并伴有縱向的薄溝出現);
f、產量過高或過低(一般為大面積出現,降低或提高產量解決);
g、原料熔指過高或過低(通常過高易出現);
h、原料中有水或空壓機氣流中油霧過多。
09出現“飛花”的原因:
a、熱風流量過大或溫度過高(斷纖維太多);
b、各區工作溫度過高(斷纖維太多);
c、DCD太小(布太密實,影響吸風效率);
d、紡絲環境溫度太高(同a);
e、在加回收料時,回收量過大回收料溶指不定;
f、產量太低;
g、網底吸風參數設定不當或網簾太臟(吸風小,纖維不能被充分吸附在網簾上,脫離網簾);
h、原料熔指太高。
以上是來自錦工客戶熔噴設備調機老師傅的經驗分享
綜上所述的各種方法,在實際應用過程中需根據生產實際情況,本著工藝優化的原則進行篩選使用。在工藝調節過程中的每一個工藝參數和每一種方法都不是孤立的,而是相輔相成,相互制約的。若想實現一個物理指標的提高而不影響其它指標,需要多種方法共同作用才能達到目的。至于產品的指標提高的幅度,主要根據調機師傅們平時的工作經驗選擇最優的方法和參數組合來實現。雖然有多種組合方式都可以完成一種產品,但是一個優秀的工藝參數組合可以實現產品各個物理指標的同時提升。只有達到這個目的的工藝,才是一個完美的工藝!同時也是衡量一名工藝合格與否的標準。
錦工風機已經為400多條熔噴布產線配套了羅茨鼓風機,客戶在生產中摸索出來的很多有關工藝參數調節的經驗,給大家普及一下。在此聲明一點,羅茨風機可以找錦工,但熔噴布生產工藝參數的深入交流,就不要找我們了,知道的文章中都寫的很清楚了,我們除了做羅茨鼓風機專業外,做熔噴布真的是外行,因此,以上內容僅供參考,以免參數錯誤產生誤導。如果覺得此文可能對您的朋友有用,請轉發給他們。
:
熔噴布羅茨風機調試:羅茨鼓風機用于熔噴設備怎么控制風量?簡單的是這幾個方法
羅茨鼓風機可以用于熔噴設備上,很多做熔噴布的朋友,也是第一次采購,使用羅茨風機,對于羅茨鼓風機不是很了解,今天錦工風機就和大家來說一下,關于羅茨風機風量控制的方法!
1、加裝變頻器
變頻器是加裝在電機上面的,對于電機的轉速進行控制,電機轉速發生變化,風機的風量就會發生變化,可以增大,也可以減小,通過變頻器就可以快速調節,這是最為便捷的方式。
采購羅茨風機時,如果我們對自己設備上的風量存在模糊的了解,那么可以提前告知生產廠家,采用變頻器控制的風機,可以控制風機的風量大小。
2、皮帶輪更換
更換皮帶輪這種也是常用的方法,不過對于不懂風機構造的朋友,拆卸風機可能會存在一定的問題,會耗費我們大量的時間來解決拆卸的問題,更換皮帶輪的大小控制風量的原理也是控制風機的轉速。
采集H/d/F/J/1/1/C/O/m/華/東/風/機/網/站文章,不保留原文鏈接者 si全家
我們可以了解這種方法,但是盡量在選型初期,就能夠做到滿足我們的需求,當不能滿足時,可以采用這種方法解決風量的問題。
3、更換更大口徑的風機
通過更換機頭可以控制風量的大小,但是想對成本會更高一些,所以,除非機頭沒有損壞,不是萬不得已的情況下,不要進行機頭的更換,進行風量控制,通過上面的兩種方法就可以了。
更換大口徑的風機,可以解決風量小的問題,但是相對來說,這種方法會浪費我們更多的成本,是最不劃算的一種方法。
4、不懂選型怎么辦?
如果您需要采購熔噴布用羅茨風機,又不懂選型,對于風機的風量和壓力概念模糊,可以聯系我們的在線客服,我們可以幫助您進行選型,我們會根據同行業的客戶案例,幫助您選擇合適的風機型號。
如果您急需采購,可以聯系我們的全國免費客服熱線,我們會安排相關的工作人員聯系您,給您選型報價。
修理羅茨鼓風機 德萊賽羅茨鼓風機 羅茨鼓風機介紹
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
